ST37 ST35 ST52 Héichpräzis Stahlröhre Päif
Din 2391 Nahtlos Stahlrohr (Din 2391, En 10305-1, en 10305-4, BS 6323 Präzisioun Nahtlos Stahlröhr NBK GBK)
Spezifizéierung
| Standard | DIN 2391 DIN 1630 DIN 2448 |
| Grad | ST35/E235 ST37.4 ST45/E255 ST52/E355 |
| Liwwerung Conditioun | NBK(+N) BK(+C) GBK(+A) BKW(+LC) BKS(+SR) |
| Gréisst | OD: 4 bis 219 mm Dicke 0,5-35 mm, Längt: 3m, 5,8,6 oder no Ufuerderunge |
| Fäerdeg | Galvaniséierte Uewerfläch (Sliver / Giel / Faarweg) Zinkbeschichtung vun 8-12um |
| Applikatioun | hydraulesch System;Auto / Bus;Bau Gefier |
| Liwwerzäit | A.3 Deeg wann dës gutt Stock Wueren ass. B. Ongeféier 30 Deeg no der Quantitéit |
Uewerfläch Behandlungen
1. Bare Tube (Keng Beschichtung): Hell a glat
A. Sëlwer galvaniséiert
B. Giel galvaniséiert
C. Oliven gréng Beschichtete
Schichtdicke: 8-20um, Salty Spraytest: 48-150 Stonnen
3. Schwaarz Phosphat
Verschidde Felder
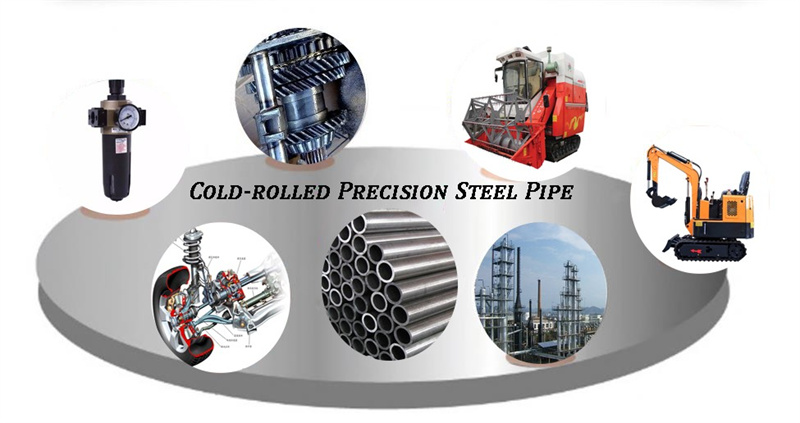
1. Automotive Felder
A. Brennstoff Sprëtz Linnen / nozzles
B. CNG (Compressed Nature Gas) Tube-- Burstdruck: 1307 Bar, Aarbechtsdrock: ongeféier 350bar
C. Fuert Transmissioun: Steierung Kolonn Elementer
D. Gearwellen, Handbrems, Frontachsen, Airbag Inhalatoren, Stabilisatoren, Sitzbefestigungen, Front-Rad Drive shafts
2. Hydraulesch Felder
A. Hydraulesch Circuiten (HPL), pneumatesch Linnen, an hydraulesch Suspension
B. Hydraulesch Zylinder (HPZ)
Chemesch Zesummesetzung
| Stol Grad | C | Si | Mn | P | S | Al | |
| Numm | Nee. | max | max | max | max | max | max |
| ST35 | 1.0308 | 0.17 | 0,35 | 0,4 (min) | 0,025 | 0,025 | - |
| ST45 | 1.0408 | 0.21 | 0,35 | 0,4 (min) | 0,025 | 0,025 | - |
| ST52 | 1.058 | 0,22 | 0,55 | 1.6 | 0,025 | 0,025 | - |
Mechanesch Eegeschafte
| Stol Grad | Yield Strength (Mpa) | Tensile Strength (Mpa) | Verlängerung (%) | |
| Numm | Nee. | ReH (min) | Rm(min) | A(min) |
| ST35 | 1.0308 | 235 | 340 bis 480 | 25 |
| ST45 | 1.0408 | 255 | 440 bis 570 | 21 |
| ST52 | 1.058 | 355 | 490 bis 630 | 22 |
Toleranz
| OD | Erlaabt Toleranz | Besonnesch Toleranz | ||
|
| GB/T3639 | DIN 2391 | OD | WT |
| 4 mm-20 mm | ± 0,10 mm | ± 0,08 mm | ± 0,05 mm | ± 0,05 mm |
| 20 mm-30 mm | ± 0,10 mm | ± 0,08 mm | ± 0,08 mm | ± 0,08 mm |
| 31 mm-40 mm | ± 0,15 mm | ± 0,15 mm | ± 0,10 mm | ± 0,08 mm |
| 41-60 mm | ± 0,20 mm | ± 0,20 mm | ± 0,15 mm | ± 0,15 mm |
| 61-80 mm | ± 0,30 mm | ± 0,30 mm | ± 0,20 mm | ± 0,20 mm |
| 81 mm-120 mm | ± 0,45 mm | ± 0,45 mm | ± 0,30 mm | ± 0,30 mm |
Liwwerung Conditioun
| Bezeechnung | Symbol | Beschreiwung |
| Kale fäerdeg (haard) | BK(+C) | Réier ënnerleien keng Wärmebehandlung no der definitiver Kältbildung an hunn also eng zimlech héich Resistenz géint Verformung |
| Kale fäerdeg (Soft) | BKW | Déi lescht Hëtztbehandlung gëtt gefollegt vu kale Zeechnen mat limitéierter Verformung.Eng entspriechend weider Veraarbechtung erlaabt e gewësse Grad vu Kältbildung (zB Biegen, Ausdehnen) |
| (+LC) | ||
| Kale fäerdeg a Stress-erliichtert | BKS(+SR) | Wärmebehandlung gëtt nom leschte Kaleformungsprozess applizéiert.Ofhängeg vun passenden Veraarbechtungsbedéngungen, erméiglecht d'Erhéijung vun de Reschtspannungen involvéiert souwuel d'Formatioun an d'Maschinn zu engem gewësse Grad. |
| Annealed | GBK(+A) | De leschte Kälteformungsprozess gëtt gefollegt vun der Glühung an enger kontrolléierter Atmosphär. |
| Normaliséiert | NBK(+N) | De leschte Kaleformungsprozess gëtt gefollegt vun der Glühung iwwer dem ieweschten Transformatiounspunkt an enger kontrolléierter Atmosphär. |
Qualitéitssécherung
1. Strikt no DIN2391 / EN10305 oder aner Norm.
2. Sample: Sample ass gratis fir Test.
3. Tester: Salzspraytest / Tensile Test / Eddy aktuell / Chemeschen Zesummesetzungstest no Clienten Ufro
4.Zertifikat: IATF16949, ISO9001, SGS etc.
5.EN 10204 3.1 Zertifizéierung
Produit Verpakung